

/image%2F2954090%2F20180823%2Fob_9c1810_wkhqovbdpxeecnnuaaaaaloxnk4644.jpg)
Machine Review
RISHBIN Light Gauge Slitters for pre-painted/coated coils, max. thickness of up to 3mm, max. width of up to 2200mm, and speed of up to 300 m/min. It consists of Decoiler with coil car, guiding & pinch device, high precision slitters, dual head/quick tooling change for slitter is available, scrap winder, side-guiding device, looping, tension device, recoiler. Different materials could be suitable to be processed in the metal slitter line, such as pre-painted steel coil, cold rolled steel coil, hot rolled carbon steel coil, stainless steel coil, copper, brass, aluminum and titanium. These products are for roll mill, HF tube mill, cold forming machines, punching & press machines etc.
To help you achieve your own production capacity target, RISHBIN Slitter supplies many options, such as high-speed slitting, medium speed slitting, sheet metal slitter machine, etc. All slitters are easy to operate. They are very reliable, steady performers for both short and long terms running productions.
- The thickness can range from the thinnest down to 0,10 mm, to the thickest up to 3 mm
- Strip Width, from the narrowest 400 mm to the widest 2200 mm
- Coils Weight, up to 30 tons
- Line Speed, up to 300 m/min.
- Operator Safety.
- Highest Production Outcome
- Ease of Operation and Maintenance
Working procedure of Light Gauge Slitting Lines
In the beginning, the coil is loaded on the coil car by crane and brought to the uncoiler by operating the coil car. Coil car centralizes the coil with the uncoiler mandrel and the coil is mounted on the uncoiler. Mandrel is expanded. Snubber roll rotates the coil. Peeler breaks the straps and brings the pre end upto Pinch roll. The Pinch roll drives the coil end upto the slitter. Then its drive is disconnected. Slitter moves the slitted strips further. Slitted strips are threaded through loop table and drag tensioner into the recoiler drum. Recoiler winds one turn on loose coil.
Then drag tensioner and loop are put into operation. Slitter and recoiler run simultaneously in synchronization. As the coil build up, the recoiler rpm correspondingly goes down to keep desired constant line speed. This process goes on until the end of coil on uncoiler. The slitted coil is pushed on the exit coil car through a pusher plate operated by hydraulic cylinder. The side slitted scrap is wound on the scrap winder units provided on both sides of the slitter.
Model No. | RS0.2-1.8 | RS0.3-3.0 | RS0.8-4.0 |
Coil Material | CR Coils , HR Coils, S.S Steel Coils, GI Coils ,AL Coils, Copper Coils Picking Oil Coils | ||
Coil Thickness | 0.2~1.8mm | 0.3~3.0mm | 0.8~4.0mm |
Line Speed | 0~150/300m/min | 0~150/300m/min | 0-120/200m/min |
Coil Weight | ≤10T(15T) | ≤20T(25T) | ≤25T(30T) |
Coil I.D | φ508mm | φ508mm | φ508,φ610,φ760mm |
Coil O.D | ≤φ1600mm | ≤φ2000mm | ≤φ2000mm |
Strip Width | ≥15mm | ≥25mm | ≥25mm |
Number of Strip | 5~15 | 8~20 | 5~15 |
Slitting Accuracy | ±0.1mm | ±0.15mm | ±0.25mm |
Blade shaft | Ф220 | Ф240mm | Ф240mm |
Electrical Control System | PLC Automatic control | PLC Automatic control | PLC Automatic control |
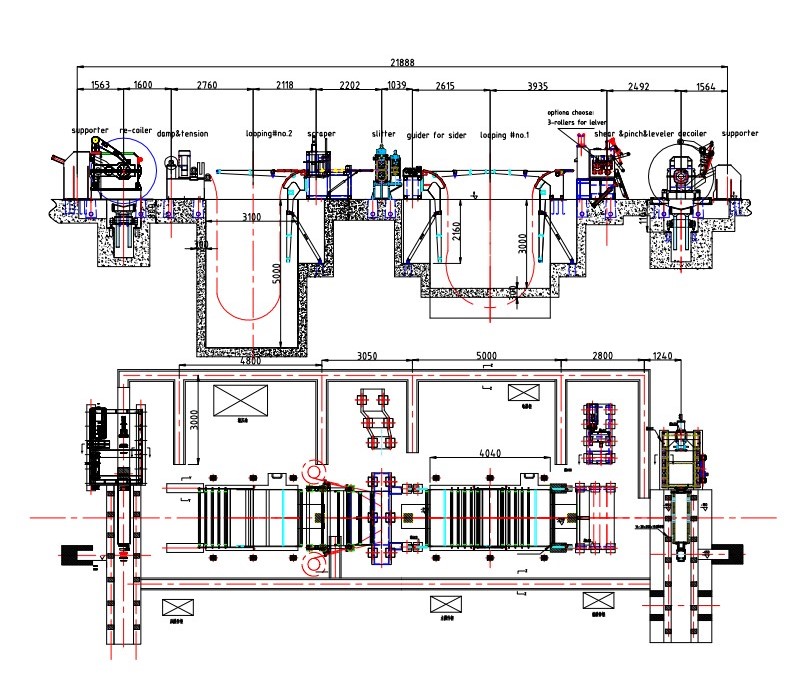
Layout Drawing



/http%3A%2F%2Fwww.steelslitter.com%2Fuploads%2Fimage%2F20180423%2F14%2Frotary-shear-lines.png)
/http%3A%2F%2Fwww.steelslitter.com%2Fuploads%2Fimage%2F20180423%2F14%2F3-heavy-gauge-cut-to-length-lines.png)
/http%3A%2F%2Fwww.steelslitter.com%2Fuploads%2Fimage%2F20180423%2F14%2F2-medium-gauge-cut-to-length-lines.png)
/http%3A%2F%2Fwww.steelslitter.com%2Fuploads%2Fimage%2F20180423%2F14%2F1-light-gauge-cut-to-length-lines.png)
/http%3A%2F%2Fwww.steelslitter.com%2Fuploads%2Fimage%2F20180423%2F14%2Frotary-shear-lines.png)
/http%3A%2F%2Fwww.steelslitter.com%2Fuploads%2Fimage%2F20180423%2F14%2F3-heavy-gauge-cut-to-length-lines.png)
/http%3A%2F%2Fwww.steelslitter.com%2Fuploads%2Fimage%2F20180423%2F14%2F2-medium-gauge-cut-to-length-lines.png)
/http%3A%2F%2Fwww.steelslitter.com%2Fuploads%2Fimage%2F20180423%2F14%2F1-light-gauge-cut-to-length-lines.png)